Granulių gamybos paslaptys. Kaip gaminti granules?

Iš daugelio medienos biomasės panaudojimo būdų ypatingo dėmesio verta granulių gamyba. Tai vienas geriausių būdų perdirbti medienos atliekas (tokias kaip pjuvenos, drožlės, skiedros ar žievė) ar kitą biomasę (pvz., šiaudus ar sėklų lukštus) į ekologišką produktą, turintį platų panaudojimo spektrą.
Pagrindiniai granulių gamybos privalumai:
- Technologija yra gana paprasta.
- Įrangai aptarnauti reikalingas minimalus personalo kiekis.
- Gamybos savikaina yra gana maža, o investicijų grąža – didelė.
- Leidžia perdirbti įvairaus dydžio atliekas.
Žaliavos medienos granulių gamybai ir jų savybės
Medienos granulės gali būti gaminamos iš įvairių medienos rūšių. Žaliavos savybės turi įtakos galutinio granuliato savybėms ir pačiam gamybos procesui. Tai ypač svarbu gaminant granules nedideliu mastu, nes pramoninė įranga nėra tokia jautri kaip mažesnė, silpnesnės galios mašina.
Medienos granulių gamybai naudojama smulkinta mediena, kurios storis apie 1 mm, o ilgis – iki 3–4 mm. Didelis privalumas yra tai, kad granulių gamybai nereikia specialiai paruoštų drožlių, kaip, pavyzdžiui, medžio drožlių plokštėms. Žaliavoje negali būti mineralinių priemaišų ir metalų.
Medienos granulių spalva
Granulių spalva pirmiausia priklauso nuo medienos rūšies, iš kurios jos pagamintos.
Iš spygliuočių medienos, tokios kaip pušis, eglė ar kėnis, pagamintos granulės paprastai yra šviesios spalvos – nuo šiaudų geltonumo iki šviesiai rudos. Tuo tarpu iš lapuočių medienos, tokios kaip ąžuolas, bukas, uosis ar beržas, pagamintos granulės pasižymi tamsesne spalva – nuo rudos iki tamsiai rudos, kartais net beveik juodos.
Granulių atspalvį taip pat gali lemti kiti veiksniai – daugiausia drėgmė, gamybos procese taikyti džiovinimo metodai ar dažiklių buvimas.
Medienos granulių sukibimas
Be spalvos, nuo žaliavos priklauso ir granulių sukibimo kokybė. Granulių presavimo procese rišamoji medžiaga yra medienoje natūraliai esantis ligninas. Lignino kiekis skirtingose medienos rūšyse skiriasi, todėl kuo daugiau lignino medienoje, tuo aukštesnė granulių kokybė.
Norėdami įvertinti, kuri mediena yra optimaliausia granulių gamybai, pažvelkime į lignino procentinę dalį medienoje:
- Pušis – 27,05%
- Eglė – 27,00%
- Kėnis – 29,89%
- Bukas – 27,72%
- Beržas – 19,10%
- Drebulė – 21,67%
Vidutiniškai spygliuočių medienoje lignino kiekis sudaro 26–30 %, o lapuočių – 19–28 % visiškai sausos medienos masės. Žinoma, kuo mažesnis lignino kiekis, tuo daugiau susidaro smulkiųjų dalelių, o tai reiškia didesnes elektros energijos sąnaudas ir nedidelį našumo sumažėjimą.
Medienos kietumo įtaka gaunamoms granulėms
Kitas svarbus veiksnys granulių gamyboje yra medienos kietumas. Kuo mediena kietesnė, tuo sunkiau ją susmulkinti į drožles ir suspausti. Gaminant granules iš kietesnės medienos didėja elektros energijos sąnaudos ir greičiau dėvisi granuliatoriaus dalys: peiliai, matricos ar volai.
Palyginkime kai kurių medienos rūšių kietumą:
- Pušis – 260 kG/cm2
- Eglė – 235 kG/cm2
- Kėnis – 255 kG/cm2
- Bukas – 555 kG/cm2
- Beržas – 425 kG/cm2
- Drebulė – 240 kG/cm2
Vienas kubinis metras granulių iš tankesnių medienos rūšių turės didesnį tūrinį tankį ir didesnę šiluminę vertę. Pavyzdžiui, vienas kubinis metras beržo granulių išskirs daugiau šilumos nei vienas kubinis metras pušies pjuvenų granulių.
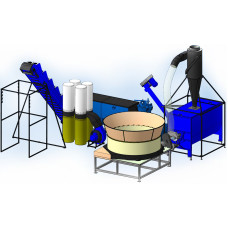
Medienos granulių gamybos linijos darbas
Granulių gamybos procese svarbiausias etapas yra presavimas. Pjuvenos tiekiamos ant granuliatoriaus matricos, o besisukantys volai, judėdami per matricą, įspaudžia pjuvenas į angas ir suteikia joms būdingą granulių formą. Tinkamas mašinos valdymas padeda sumažinti volų ir matricos nusidėvėjimą bei užtikrina sklandų ir be gedimų presavimą.
Priešingai nei gali pasirodyti, granulių gamyba turi daug niuansų, o technologija yra labai jautri granuliatoriaus nustatymų pokyčiams. Dažnai pasitaiko situacijų, kai granulės neišeina arba matrica užsikemša iš karto po granulių gamybos mašinos įjungimo.
Pažiūrėkime, kaip atrodo granuliatoriaus paleidimo procesas (kai matrica jau yra įdirbta).
Granulių gamybos mašinos paleidimas žingsnis po žingsnio:
- Pabarstykite matricą aliejaus ir pjuvenų mišiniu.
- Įjunkite pagrindinį volų sukimosi variklį, tačiau dar netiekite drožlių.
- Palaukite, kol pasirodys granulės su aliejumi. Tada atidėkite jas į šalį arba išmeskite (priklausomai nuo to, ar ketinate jas pakartotinai panaudoti).
- Kai per matricą praeis granulės su aliejumi, įjunkite minimalų drožlių tiekimą į presą. Šalinkite drožles tol, kol pasirodys granulės be aliejaus.
- Kai pasirodys švarios granulės be aliejaus, padidinkite pjuvenų tiekimo greitį iki optimalaus lygio.
Papildomi patarimai:
- Siekiant švelnesnio granuliatoriaus paleidimo ir sustabdymo bei didesnio matricos našumo, pirmiausia tiekti granulių su aliejumi arba pjuvenų su aliejumi mišinį. Šis pagrindinis mišinys leidžia švelniau paleisti ir sustabdyti presą bei padidina matricos našumą. Jei granulių presas sustabdomas su įprastomis, standartinės drėgmės drožlėmis be aliejaus, suspaustos drožlės prilimpa prie matricos sienelių, o pakartotinio paleidimo metu reikia labai didelės jėgos joms išstumti. Daugeliu atvejų šios jėgos nepakanka, presas užsikemša ir padidėja apkrova. Tai taip pat lemia greitesnį variklio ir perdavimo mechanizmų nusidėvėjimą.
- Matricų ir presų gamintojai rekomenduoja maišyti pjuvenas su švariu automobiliniu dyzeliniu kuru, kad sumažintų trintį tarp mišinio ir matricos sienelių, o gautas granules su aliejumi vėliau išmesti, paruošiant naują mišinį kitam sustabdymui ir paleidimui.
Kai kurie specialistai vietoj švaraus ir palyginti brangaus aliejaus maišo drožles su pigiu naudotu automobiliniu, transmisiniu ar kitu mechanizmų aliejumi, o po paleidimo gautas granules su aliejumi naudoja pakartotinai vietoj naujo mišinio, prireikus vėl įpildami šiek tiek naudoto aliejaus. Tokio „patobulinimo“ privalumas – didelis aliejaus taupymas, tačiau trūkumas gali būti greitesnis matricos nusidėvėjimas, nes naudotame aliejuje yra daug metalinių priemaišų.
- Atidžiai perskaitykite savo mašinos naudojimo instrukciją, kad gautumėte išsamią informaciją apie jos paleidimą ir naudojimą.
Užsikimšusi granulių gamybos mašina (granuliatorius)
Ką daryti, jei granulės neišeina iš mašinos, o bandymai prastumti matricą neduoda rezultatų?
- Sustabdykite granuliatorių: Pirmasis ir svarbiausias žingsnis – nedelsiant sustabdyti mašiną. Tolimesnis jos forsavimas gali sukelti rimtesnius mechanizmų pažeidimus ir kelti pavojų.
- Patikrinkite užsikimšusias matricos angas: Sustabdžius mašiną reikia kruopščiai apžiūrėti matricą ir nustatyti užsikimšusias angas. Priklausomai nuo užsikimšimo lygio, jas galima atsargiai pradurti arba išgręžti. Svarbu naudoti tinkamus įrankius ir būti atsargiems, kad nepažeistumėte matricos.
- Nustatykite užsikimšimo priežastį: Net jei granuliatoriaus technologiniai parametrai (volų slėgis, 12–15 % pjuvenų drėgmė, frakcinė sudėtis) atrodo tinkami, galėjo atsirasti kitų problemų, dėl kurių įvyko užsikimšimas. Atkreipkite ypatingą dėmesį į:
- Volų būklę: Įsitikinkite, kad visi volai yra tinkamai pritvirtinti ir neturi laisvumo. Net ir nedidelis vieno volo atsipalaidavimas gali žymiai sumažinti mašinos našumą ir sukelti užsikimšimą.
- Volų slėgį: Slėgio sumažėjimą gali sukelti vožtuvo ar kito hidraulinės sistemos elemento gedimas. Reikia patikrinti manometrus ir slėgio jutiklius, kad būtų atmestos tokios problemos.
- Papildomi veiksniai: Taip pat verta patikrinti kitas galimas užsikimšimo priežastis, tokias kaip:
- Per didelė pjuvenų drėgmė
- Netinkamas pjuvenų storis
- Priemaišų buvimas pjuvenose
- Netinkama mašinos konfigūracija
- Pašalinkite užsikimšimo priežastį: Nustačius užsikimšimo priežastį, ją reikia pašalinti. Tai gali reikšti sugadintos dalies pakeitimą, mašinos parametrų sureguliavimą arba pjuvenų rūšies pakeitimą.
- Iš naujo paleiskite mašiną: Pašalinus užsikimšimo priežastį ir kruopščiai išvalius granuliatorių, jį galima vėl paleisti. Reikia atidžiai stebėti mašinos darbą ir įsitikinti, kad ji veikia tinkamai.
Granulių gamybos proceso optimizavimas
Granulių gamybos proceso automatizavimas ir vizualizavimas atlieka pagrindinį vaidmenį jį optimizuojant. Tai leidžia nuolat kontroliuoti procesą ir nustatyti galimas problemas, o tai užtikrina geresnę produkto kokybę ir didesnį darbo našumą.
Svarbūs stebėtini rodikliai:
- Atraižų kiekis: Atraižų kiekio po pagaminto granuliato sijojimo stebėjimas suteikia informaciją apie medžiagų nuostolius ir leidžia tobulinti rūšiavimo procesą.
- Našumo koeficientas: Svarstyklės, matuojančios į presą tiekiamų drožlių masę, leidžia apskaičiuoti kiekvienos pamainos našumo koeficientą.
- Preso greitis: Preso greičio stebėjimas gamybos metu leidžia nustatyti galimas našumo problemas.
- Prastovų laikas: Linijos sustabdymo ir paleidimo laiko bei prastovų skaičiaus per pamainą registravimas padeda nustatyti ir pašalinti gamybos „siauras vietas“. Granuliatoriaus paleidimas ir sustabdymas sukelia dideles apkrovas bei dėvi matricą ir volus. Jų būklės stebėjimas ir prastovų mažinimas yra būtini siekiant optimizuoti sąnaudas.
- Granuliato kokybė: Svarbu, kad granuliatas būtų išspaudžiamas iš viso matricos paviršiaus, o ne tik iš tam tikrų jo dalių. Netolygus presavimas gali rodyti, be kita ko, matricos ar volų gedimą.
Veiksniai, turintys įtakos granulių kokybei:
- Žaliavos drėgmė: Granuliatas iš drėgnų drožlių turi didesnį tūrį ir prastesnę kokybę nei iš sausų drožlių.
- Žaliavos frakcinė sudėtis: Didelės drožlės sunkiau suspaudžiamos ir gali sukelti granuliato byrėjimą.
- Žaliavos rūšis: Spygliuočių medienos granulės paprastai yra geresnės kokybės nei iš lapuočių medienos.
- Matricos ir volų nusidėvėjimas: Nusidėvėjusios matricos ir volai neužtikrina tinkamo drožlių suspaudimo.
- Tarpai tarp volų ir matricos: Netinkamai nustatyti tarpai gali sukelti netolygų presavimą.
- Granulių skersmuo: Mažesnis granulių skersmuo esant toms pačioms presavimo sąlygoms paprastai reiškia geresnę kokybę.
Apibendrinant: verta prisiminti, kad žaliavos pasirinkimas medienos granulių gamyboje turi didelę įtaką galutinio produkto savybėms. Granuliato kokybė taip pat didele dalimi priklauso nuo tinkamų granulių gamybos mašinos nustatymų ir jos eksploatavimo. Rodikliai, leidžiantys optimizuoti gamybos procesą, padeda gaminti medienos granules kuo efektyviau.